
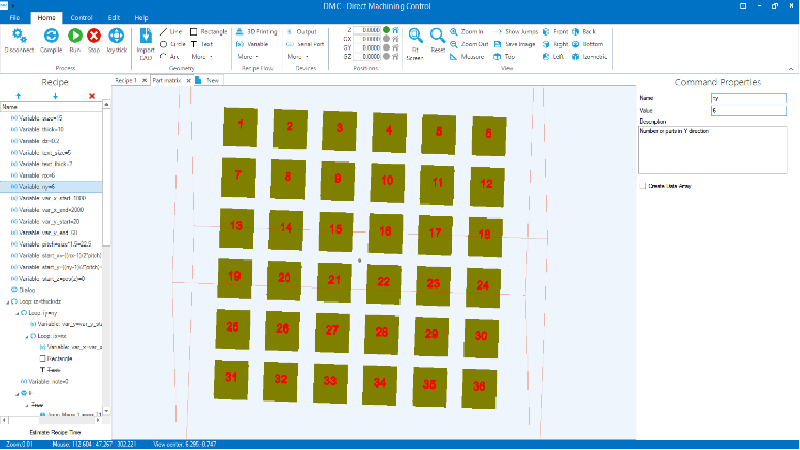
DMC simplified the 3D printing process, as all preparation and control of the machining process is done via a single software interface. There is no need for code generation and upload.
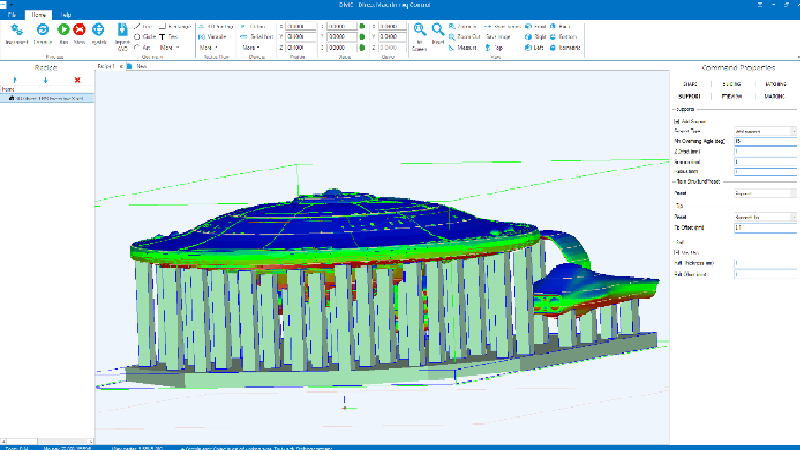
The time of process preparation was reduced due to DMC efficiency in 3D model handling and preparation.
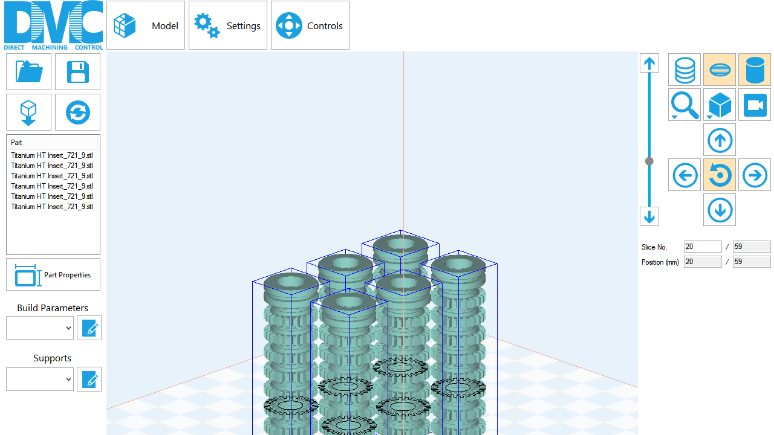
Time to market for the machine was greatly reduced as well since DMC needed just minor adaptations to control the machining and they were implemented within 15 days. A combination of online and onsite testing helped to make the testing process cost-efficient, yet assured a reliable operation of customers SLS machines.
